
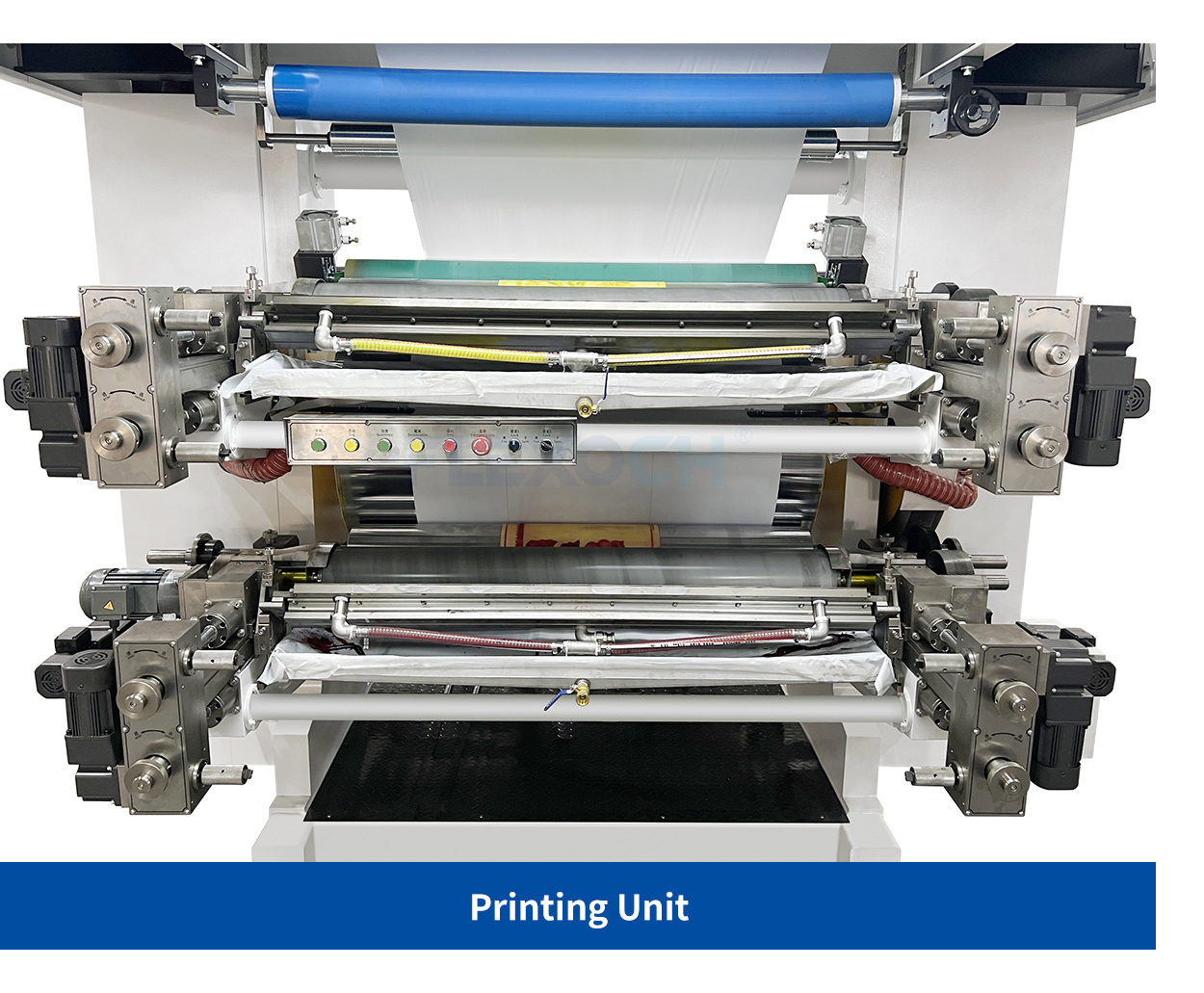
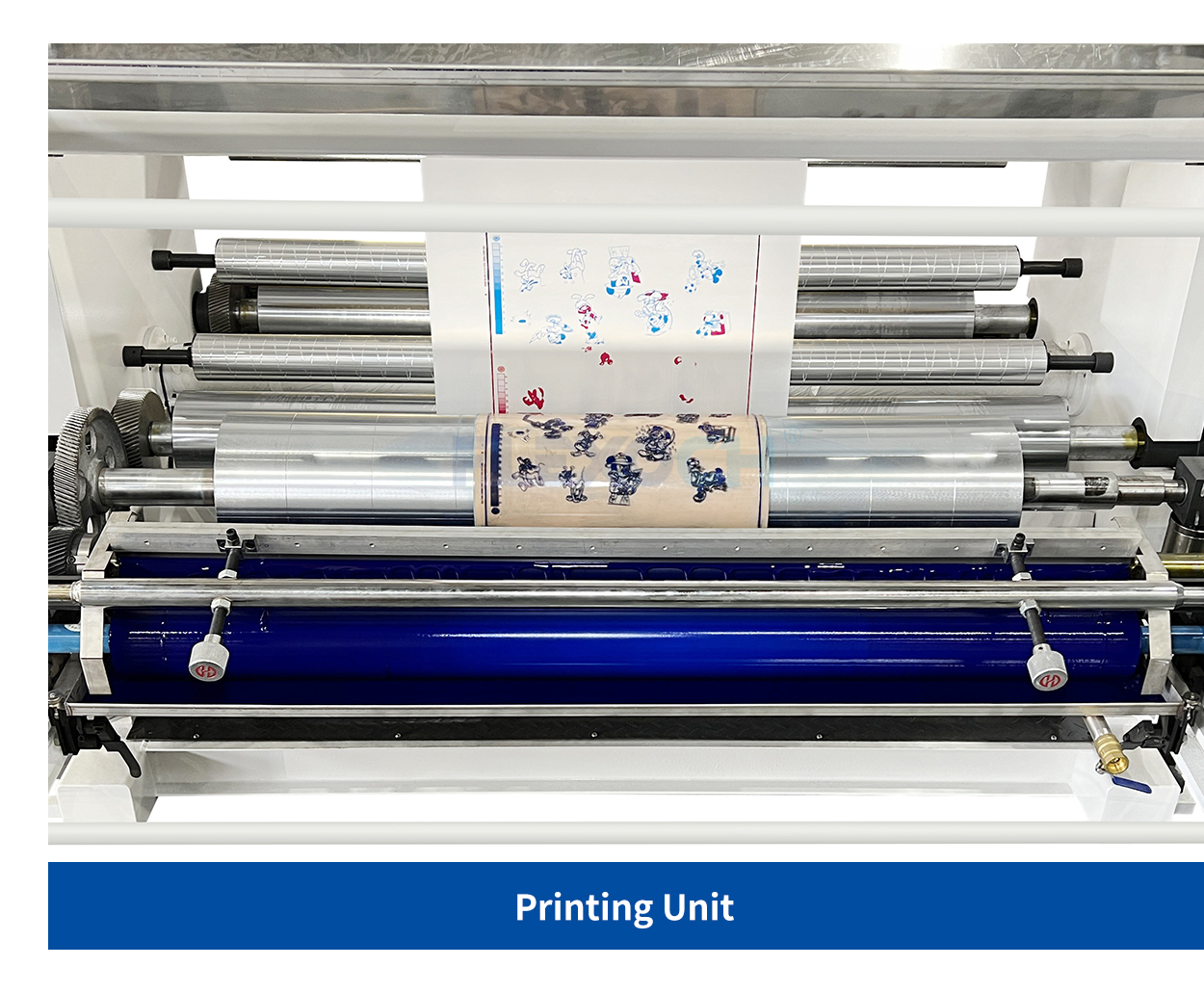
CI Flexo මුද්රණ යන්ත්රය
CI (Central Impression) flexo මුද්රණ යන්ත්රයක්, සියලු වර්ණ ඒ වටා මුද්රණය කරන අතරතුර, ද්රව්යය ස්ථාවරව තබා ගැනීමට එක් විශාල ඉම්ප්රෙෂන් බෙරයක් භාවිතා කරයි. මෙම සැලසුම ආතතිය ස්ථාවරව තබා ගන්නා අතර විශේෂයෙන් දිගු සංවේදී පටල සඳහා විශිෂ්ට ලියාපදිංචි නිරවද්යතාවයක් ලබා දෙයි.
එය වේගයෙන් ක්රියාත්මක වන අතර, අඩු ද්රව්ය නාස්ති කරන අතර, උසස් තත්ත්වයේ මුද්රණ ප්රතිඵල නිපදවයි - වාරික ඇසුරුම් සහ ඉහළ නිරවද්යතා යෙදුම් සඳහා පරිපූර්ණයි.


ස්ටැක් වර්ගයේ ෆ්ලෙක්සෝ මුද්රණ යන්ත්රය
ස්ටැක් ෆ්ලෙක්සෝ මුද්රණ යන්ත්රයක සෑම වර්ණ ඒකකයක්ම සිරස් අතට සකසා ඇති අතර, සෑම ස්ථානයක්ම තනිවම සකස් කළ හැකිය. මෙය විවිධ ද්රව්ය සහ රැකියා වෙනස්කම් හැසිරවීමට පහසු කරයි. එය පුළුල් පරාසයක උපස්ථර සඳහා හොඳින් ක්රියා කරන අතර ද්වි-පාර්ශ්වික මුද්රණය සඳහා විශේෂයෙන් ප්රයෝජනවත් වේ.
දෛනික ඇසුරුම්කරණ කටයුතු සඳහා නම්යශීලී, පිරිවැය-කාර්යක්ෂම යන්ත්රයක් අවශ්ය නම්, ස්ටැක් ෆ්ලෙක්සෝ මුද්රණ යන්ත්රයක් ප්රායෝගික සහ විශ්වාසදායක තේරීමකි.


එය CI flexo මුද්රණ යන්ත්රයක් හෝ ස්ටැක් වර්ගයේ flexo මුද්රණ යන්ත්රයක් වේවා, වර්ණ ලියාපදිංචි කිරීමේ සාවද්යතාවයක් ඇති විය හැකි අතර, එය අවසාන නිෂ්පාදනයේ වර්ණ ක්රියාකාරිත්වයට සහ මුද්රණ ගුණාත්මක භාවයට බලපෑ හැකිය. පහත පියවර පහ මඟින් මෙම ගැටළුව දෝශ නිරාකරණය කර විසඳීම සඳහා ක්රමානුකූල ක්රියා පටිපාටියක් සපයයි.
1. යාන්ත්රික ස්ථායිතාව පරීක්ෂා කරන්න.
වැරදි ලියාපදිංචිය බොහෝ විට යාන්ත්රික ගෙවී යාම හෝ ලිහිල් වීම නිසා සිදු වේ. ස්ටැක් ෆ්ලෙක්සෝ මුද්රණ යන්ත්ර සඳහා, එක් එක් මුද්රණ ඒකකය සම්බන්ධ කරන ගියර්, ෙබයාරිං සහ ඩ්රයිව් පටි නිතිපතා පරීක්ෂා කිරීම වටී, පෙළගැස්මට බලපෑ හැකි කිසිදු වාදනයක් හෝ ඕෆ්සෙට් එකක් නොමැති බව සහතික කර ගන්න.
මධ්යම මුද්රණ මුද්රණ යන්ත්ර සාමාන්යයෙන් වඩාත් ස්ථායී ලියාපදිංචියක් ලබා ගනී, මන්ද සියලුම වර්ණ තනි මුද්රණ බෙරයකට එරෙහිව මුද්රණය කරයි. එසේ වුවද, නිරවද්යතාවය තවමත් නිවැරදි තහඩු සිලින්ඩර සවි කිරීම සහ ස්ථාවර වෙබ් ආතතිය පවත්වා ගැනීම මත රඳා පවතී - එක්කෝ ප්ලාවිත වුවහොත්, ලියාපදිංචි ස්ථායිතාවයට හානි සිදුවනු ඇත.
නිර්දේශය:තහඩු ප්රතිස්ථාපනය කරන විට හෝ යන්ත්රය ටික වේලාවක් අක්රියව පවතින විට, අසාමාන්ය ප්රතිරෝධයක් දැනීම සඳහා සෑම මුද්රණ ඒකකයක්ම අතින් හරවන්න. ගැලපීම් සම්පූර්ණ කිරීමෙන් පසු, මුද්රණ යන්ත්රය අඩු වේගයකින් ආරම්භ කර ලියාපදිංචි ලකුණු පරීක්ෂා කරන්න. සම්පූර්ණ නිෂ්පාදන වේගය දක්වා ගමන් කිරීමට පෙර පෙළගැස්ම ස්ථාවරව පවතින්නේද යන්න තහවුරු කිරීමට මෙය උපකාරී වේ.
2. උපස්ථර අනුකූලතාව ප්රශස්ත කරන්න
පටල, කඩදාසි සහ වියන ලද නොවන ද්රව්ය වැනි උපස්ථර ආතතියට වෙනස් ලෙස ප්රතික්රියා කරන අතර මෙම වෙනස්කම් මුද්රණය කිරීමේදී ලියාපදිංචි මාරුවීම් වලට හේතු විය හැක. CI flexographic මුද්රණ යන්ත්ර සාමාන්යයෙන් වඩාත් ස්ථායී ආතතියක් පවත්වා ගෙන යන අතර එබැවින් දැඩි නිරවද්යතාවයක් අවශ්ය චිත්රපට යෙදුම් සඳහා හොඳින් ගැලපේ.Stack flexo මුද්රණ යන්ත්ර, ඊට වෙනස්ව, පෙළගැස්ම ස්ථාවරව තබා ගැනීම සඳහා බොහෝ විට ආතති සැකසුම් වඩාත් නිවැරදිව සියුම් ලෙස සකස් කිරීම අවශ්ය වේ.
නිර්දේශය:ද්රව්යය සැලකිය යුතු ලෙස දිගු වන හෝ හැකිලෙන බව ඔබ දුටු විට, වෙබ් ආතතිය අඩු කරන්න. අඩු ආතතිය මාන වෙනස්වීම් සීමා කිරීමට සහ ලියාපදිංචි විචලනය අඩු කිරීමට උපකාරී වේ.
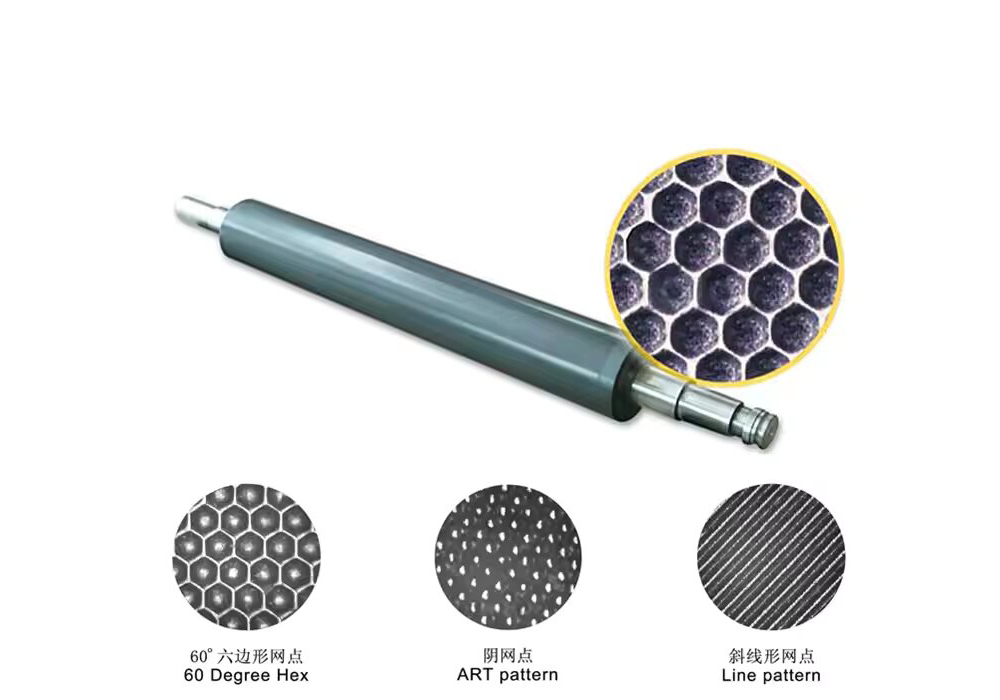
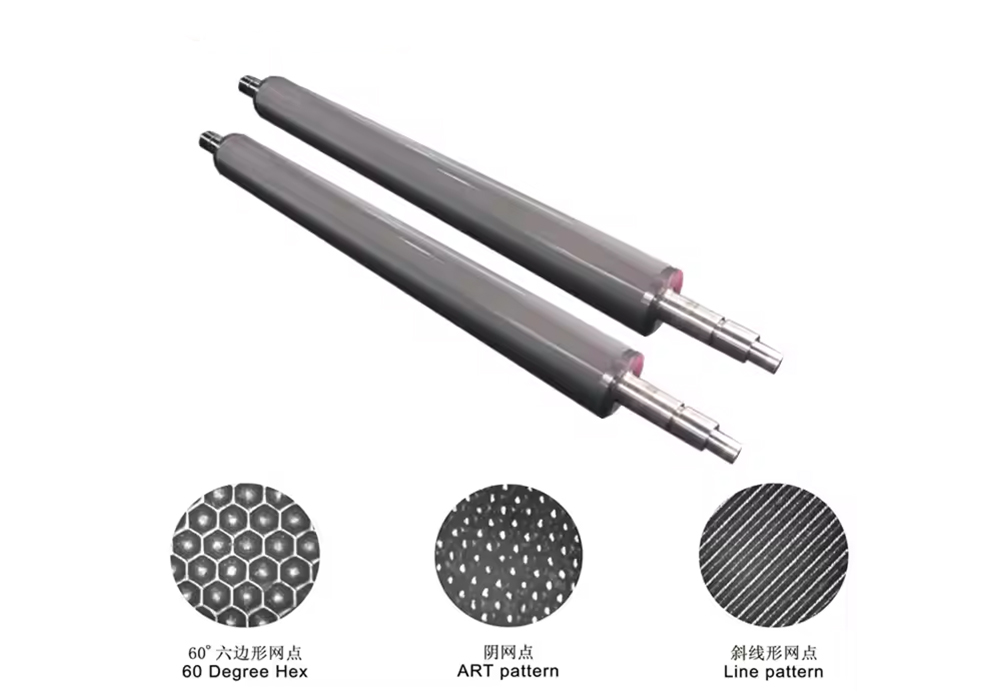
3. ක්රමාංකන තහඩුව සහ ඇනිලොක්ස් රෝල් අනුකූලතාව
ඝණකම, දෘඪතාව සහ කැටයම් නිරවද්යතාවය වැනි තහඩු ලක්ෂණ ලියාපදිංචි කිරීමේ කාර්ය සාධනය කෙරෙහි සෘජු බලපෑමක් ඇති කරයි. ඉහළ විභේදන තහඩු භාවිතා කිරීම තිත් ලාභය පාලනය කිරීමට සහ ස්ථාවරත්වය වැඩි දියුණු කිරීමට උපකාරී වේ. ඇනිලොක්ස් රෝල් රේඛා ගණන තහඩුවට ප්රවේශමෙන් ගැලපිය යුතුය: ඕනෑවට වඩා වැඩි රේඛා ගණනකින් තීන්ත පරිමාව අඩු කළ හැකි අතර, ඕනෑවට වඩා අඩු ගණනකින් අතිරික්ත තීන්ත සහ ආලේප කිරීම ඇති විය හැකි අතර, මේ දෙකම වක්රව ලියාපදිංචි පෙළගැස්මට බලපෑ හැකිය.
නිර්දේශය:ඇනිලොක්ස් රෝලරයේ රේඛා ගණන 100 - 1000 LPI හිදී පාලනය කිරීම වඩාත් සුදුසුය. මෙම වෙනස්කම් වල විස්තාරණය වළක්වා ගැනීම සඳහා සියලුම ඒකක හරහා තහඩු දෘඪතාව ස්ථාවරව පවතින බව පරීක්ෂා කරන්න.
4. මුද්රණ පීඩනය සහ තීන්ත ආලේප කිරීමේ පද්ධතිය සකස් කරන්න.
ප්රතිබිම්බ පීඩනය ඉතා ඉහළ මට්ටමක තබා ඇති විට, මුද්රණ තහඩු විකෘති විය හැකි අතර, මෙම ගැටළුව විශේෂයෙන් ස්ටැක් වර්ගයේ ෆ්ලෙක්සෝ මුද්රණ යන්ත්රයක බහුලව දක්නට ලැබෙන අතර, එහිදී එක් එක් ස්ථානය ස්වාධීනව පීඩනය යොදයි. එක් එක් ඒකකය සඳහා පීඩනය වෙන වෙනම සකසා පිරිසිදු රූප හුවමාරුවකට අවශ්ය අවම අගය පමණක් භාවිතා කරන්න. ලියාපදිංචි පාලනයේදී ස්ථාවර තීන්ත හැසිරීම ද වැදගත් කාර්යභාරයක් ඉටු කරයි. දේශීයකරණය වූ ලියාපදිංචි මාරුවීම් ඇති කළ හැකි අසමාන තීන්ත ව්යාප්තිය වළක්වා ගැනීම සඳහා වෛද්ය තල කෝණය පරීක්ෂා කර නිසි තීන්ත දුස්ස්රාවිතතාව පවත්වා ගන්න.
නිර්දේශය:ස්ටැක් වර්ගය සහ CI නම්යශීලී මුද්රණ යන්ත්ර දෙකෙහිම, කෙටි තීන්ත මාර්ගය සහ වේගවත් තීන්ත හුවමාරුව වියළීමේ ලක්ෂණ වලට සංවේදීතාව වැඩි කරයි. නිෂ්පාදනය අතරතුර වියළීමේ වේගය පිළිබඳව අවධානයෙන් සිටින්න, තීන්ත ඉක්මනින් වියළීමට පටන් ගන්නේ නම් රිටාර්ඩරයක් හඳුන්වා දෙන්න.
● වීඩියෝ හැඳින්වීම
5. ස්වයංක්රීය ලියාපදිංචි කිරීමේ සහ වන්දි මෙවලම් යොදන්න
නවීන නම්යශීලී මුද්රණ යන්ත්ර ගණනාවකට නිෂ්පාදනය ක්රියාත්මක වන අතරතුර තත්ය කාලීනව පෙළගැස්ම සකස් කරන ස්වයංක්රීය ලියාපදිංචි කිරීමේ විශේෂාංග ඇතුළත් වේ. අතින් ගැලපීම් කිරීමෙන් පසුවත් පෙළගැස්මේ ගැටළු පවතින්නේ නම්, පෙර රැකියා වාර්තා සමාලෝචනය කිරීමට කාලය ගන්න. ඓතිහාසික නිෂ්පාදන දත්ත දෙස ආපසු හැරී බැලීමෙන් මූල හේතුවට යොමු වන පුනරාවර්තන රටා හෝ කාල-ආශ්රිත අපගමනයන් අනාවරණය කර ගත හැකි අතර, ඔබට වඩාත් අවධානය යොමු කළ සහ ඵලදායී සැකසුම් වෙනස්කම් කිරීමට උපකාරී වේ.
නිර්දේශය:දිගු කාලයක් තිස්සේ ක්රියාත්මක වන මුද්රණ යන්ත්ර සඳහා, සියලුම මුද්රණ ඒකකවල සම්පූර්ණ රේඛීය පෙළගැස්ම පරීක්ෂා කිරීම වරින් වර වටී. මෙම පියවර විශේෂයෙන් ස්ටැක් වර්ගයේ ෆ්ලෙක්සෝ මුද්රණ යන්ත්ර සඳහා වැදගත් වේ, මන්ද සෑම ස්ථානයක්ම ස්වාධීනව ක්රියාත්මක වන අතර ස්ථාවර ලියාපදිංචිය සම්බන්ධීකරණ පද්ධතියක් ලෙස ඒවා පෙළගස්වා තබා ගැනීම මත රඳා පවතී.
නිගමනය
එය මධ්යම ඉම්ප්රෙෂන් ෆ්ලෙක්සෝ මුද්රණ යන්ත්රයක් හෝ ස්ටැක් වර්ගයේ ෆ්ලෙක්සෝ මුද්රණ යන්ත්රයක් වේවා, වර්ණ ලියාපදිංචි කිරීමේ ගැටළුව සාමාන්යයෙන් ඇති වන්නේ තනි සාධකයකට වඩා යාන්ත්රික, ද්රව්ය සහ ක්රියාවලි විචල්යයන්ගේ අන්තර්ක්රියා මගිනි. ක්රමානුකූල දෝශ නිරාකරණය සහ සූක්ෂම ක්රමාංකනය හරහා, ඔබට ඉක්මනින් ෆ්ලෙක්සෝ මුද්රණ යන්ත්රය නිෂ්පාදනය නැවත ආරම්භ කිරීමට සහ උපකරණවල දිගුකාලීන ස්ථාවරත්වය වැඩි දියුණු කිරීමට උදව් කළ හැකි යැයි අපි විශ්වාස කරමු.


පළ කිරීමේ කාලය: අගෝස්තු-08-2025